


 扫一扫
扫一扫
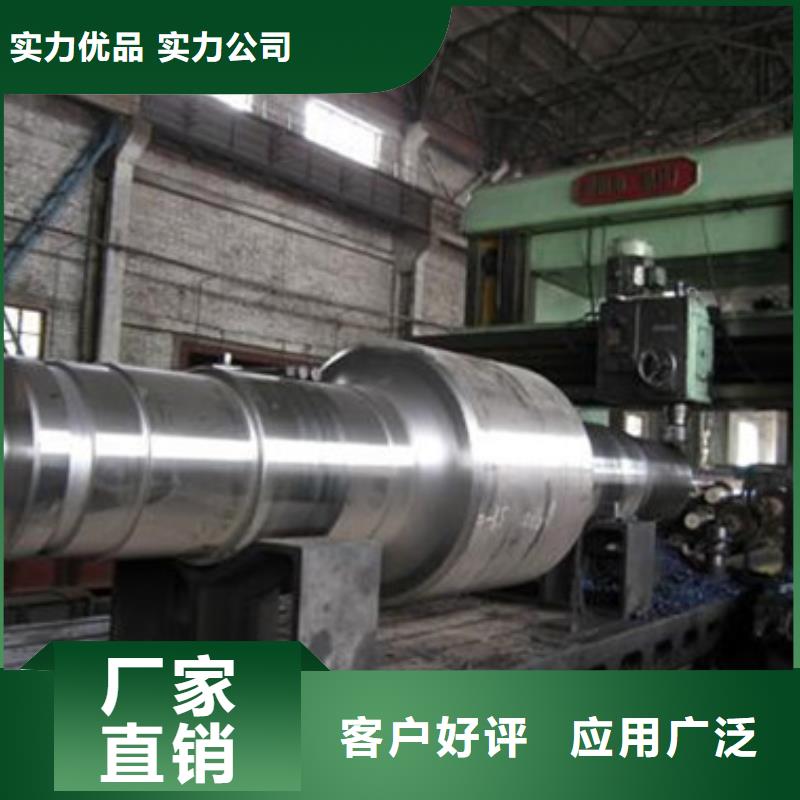
产品优势图


制造残余应力,机械应力,组织应力和热应力是造成高铬钢轧辊断裂的主要原因,良好的热处理,轧制条件和冷却可以有效防治高铬钢轧辊断裂。
普通轧辊硬度低,耐磨性差,生产中换槽换辊次数多,产品尺寸、表面质量变化快、不稳定,而高速钢轧辊价格高,使用条件苛刻。轧辊耐磨性问题,一定程度上影响生产的作业率、成材率,制约着产能的进一步提高。特别是棒材线产能之后,表现尤为明显。
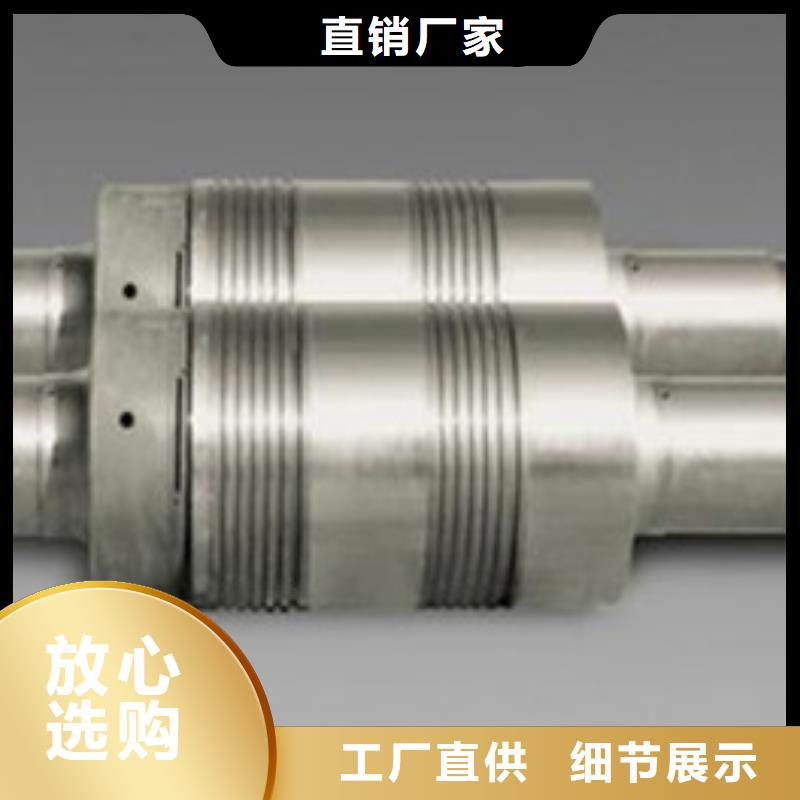
针对生产中存在的轧槽不耐磨,换槽换辊次数多,产品尺寸、表面质量变化快、不稳定等问题,我们对高硼合金复合轧辊进行了研究分析。
高硼复合轧辊由芯轴与辊套两部分组成,其中芯轴采用无损伤的报废轧辊,辊套采用高硼合金钢。在正常使用过程中,辊套不发生破裂、窜动、松动等现象,辊套工作层在使用中无明显硬度落差,过钢量基本一致。轧辊加工性能及使用同贝氏体基本一致,无特殊要求,单槽平均过钢量达到原来的2.5-3倍。



二、是轧辊与轧材之间摩擦系数增加。高速钢轧辊与轧材之间的摩擦系数大,轧制负荷增加,易出现打滑现象,可通过适当控制各机架压下量,采取油润滑、带钢表面冷却、降低坯料温度等方式来减小摩擦系数。降低坯料温度可能使带钢边部温度较低,可通过感应加热器来控制带钢边部的冷却。另外,优化高速钢轧辊成分也是降低摩擦系数的有效手段。
三、是因轧钢事故造成轧辊损坏。高速钢材料冲击韧性较低,脆性大、抗事故性能弱、因此要加强管理,确保轧机正常运转,减少轧制事故对轧辊造成的损坏。
高速钢轧辊在热轧带钢轧机精轧机组前架上取得了良好的使用效果,主要取决于以下几方面因素:
一是高速钢材质本身具有较好的热稳定性和红硬性,在轧制温度下具有较高的硬度和良好的耐磨性。

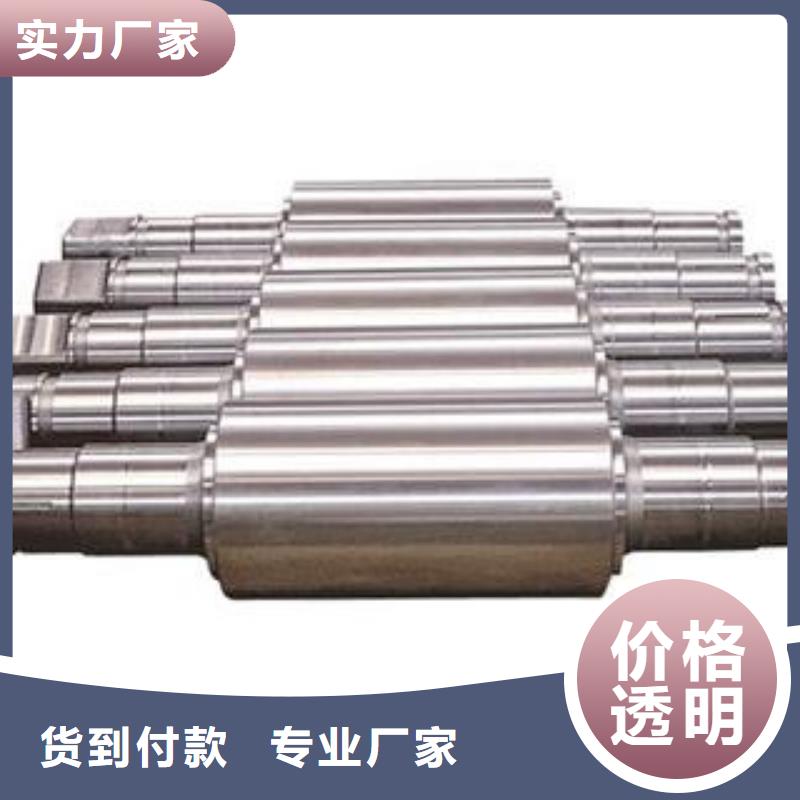
产品案例

公司实力

离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。

新物通物资(苏州市分公司)深耕于 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来新物通物资(苏州市分公司)将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管推向世界。

技术支持:s797.com